Sandblasting pretreatment of the substrate surface uses high-hardness abrasive particles to high-speed spray the substrate surface, producing scouring, cutting, and hammering effects on the substrate surface to remove dirt such as iron rust, scale, burrs, welding slag, and old ceramic coatings, and to form a substrate surface with considerable roughness, exposing a fresh, active surface of the metal substrate, while achieving purification, roughening, and activation effects. In addition, sandblasting also has a certain stress relaxation effect on the substrate material and improves its fatigue strength. Coupled with the high production efficiency of sandblasting, it is particularly suitable for surface pretreatment and on-site construction of large-area, mass-produced products, and thus has become one of the most commonly used surface pretreatment methods in industry.
In order to obtain satisfactory coating bonding strength, thermal spraying has specific requirements for the roughness of the substrate surface after sandblasting treatment.
Generally, as the surface roughness increases, the bonding strength of the coating increases. However, when Ra > 10μm, this effect is greatly weakened. To obtain the best coating bonding strength, the corresponding surface roughness should be 3/4 of the diameter of the sprayed powder.
2) Expressed as the surface morphology of the sandblasted state
According to the provisions of GB8923-88 "Rusting Grades and Rust Removal Grades of Steel Surfaces Before Painting", the sandblasting derusting grade of steel materials during thermal spraying should reach the highest grade Sa3.0, that is, the metal substrate is white, and the sandblasted surface is free of various obvious oil, grease, dust, rolling skin, rust spots, coatings, oxides, corrosion products, and other foreign substances. At least the near-white secondary grade Sa2.5 should be reached. The morphology and color of the substrate surface after sandblasting should be compared and evaluated with the standard grade images or standard grade samples of the steel surface sandblasting.
3. Influence of sandblasting gas pressure on the performance of the substrate surface
Changes in sandblasting gas pressure have the greatest impact on the internal stress of the substrate surface. Sandblasting thin plates and long parts with high-pressure gas often causes the workpiece to warp and deform, and the surface of soft substrates (such as aluminum, zinc, and babbitt) will embed the sandblasting abrasive. In addition, with the increase of sandblasting gas pressure, the substrate surface activity increases, the surface roughness value increases, and the sandblasting efficiency increases. For steel, stainless steel, and alloy steel workpieces, the gas pressure should be ≥ 0.5Mpa. For soft substrate workpieces, the gas pressure should be ≤ 0.3MPa.
4. Influence of sandblasting distance, angle, and time on the performance of the substrate surface
Changes in sandblasting distance have the greatest impact on sandblasting efficiency, followed by the substrate surface roughness. Generally, for substrates with hardness greater than 45HRC, the sandblasting distance is 100mm~150mm; for substrates with hardness between 25HRC and 45HRC, the sandblasting distance is 150mm~200mm; for soft substrates with hardness less than 150HB, the sandblasting distance is 250mm~300mm.
Changes in sandblasting angle mainly affect the roughness of the substrate surface. When the sandblasting angle changes from 30° to 75°, the roughness increases with the increase of the sandblasting angle, but the optimal sandblasting angle is 70°~80°.
Changes in sandblasting time have a greater impact on the degree of activation of the substrate surface. Generally, as the sandblasting time increases for fixed workpieces, the surface activity increases, but when the sandblasting time reaches about 20S, the surface activity basically reaches saturation. Generally, when the surface roughness of the substrate reaches Sa3, the sandblasting time is about 5S~10S.
5. How to choose the morphology of sandblasting abrasive
The sandblasting abrasive must be clean, dry, and sharp-edged. Do not use abrasives that have been used for shot blasting cleaning of castings for sandblasting pretreatment of thermal spraying. During the sandblasting process, depending on the type and properties of the abrasive, different degrees of crushing will occur. Fine dust affects the efficiency of sandblasting, settles on the pretreatment surface of the substrate, affects the bonding of the sprayed coating, and pollutes the environment. Therefore, when the crushing of the abrasive exceeds 20%, the fine powder should be screened out, and the abrasive should be cleaned and dried before reuse. It is best to use a mixed abrasive of 50% recycled abrasive + 50% new abrasive.
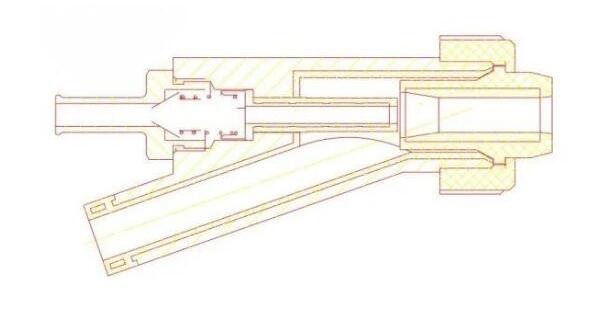
6. Principle of suction-type sandblasting machine
A suction-type (also known as suction) sandblasting machine is a device that uses the negative pressure created in the suction chamber of the sandblasting gun by the compressed air flow to suck sand particles through the sand pipe and spray them from the nozzle to roughen the surface of the workpiece. This sandblasting method has simple equipment and easy operation, but the amount of sand sucked is less, the spraying speed is low, and the sandblasting efficiency is not high. It is usually used for sandblasting treatment of small areas or thin-walled parts and non-ferrous metals. The structural diagram of the suction-type sandblasting machine is shown in the figure. During the sandblasting process, the high-speed airflow sprayed from the air nozzle forms a negative pressure around it, and the abrasive is sucked in from the conical hopper at the bottom of the sandblasting box through the sand suction pipe, and brought into the high-speed sprayed airflow. In the high-speed airflow, the abrasive is accelerated and sprayed onto the surface of the workpiece substrate. In a closed sandblasting cabinet, the sand particles that hit the surface of the workpiece are ejected and collected in the sandblasting cabinet, fall into the hopper after being screened by the screen, and are recycled for reuse. The abrasive can be continuously used until it is broken and loses its sandblasting effect. Suction-type sandblasting machines have small manual operation devices and medium-sized, fully automated systems. This type of sandblasting machine is suitable for using relatively low-density non-metallic abrasives and is not suitable for using relatively high-density metallic abrasives. Because relatively high-density and large-particle cast iron sand or steel sand require greater negative pressure suction.